
Сварная труба из нержавеющей стали обладает характеристиками коррозионной стойкости., защита окружающей среды и сильное украшение, и он широко используется на рынке.
Знаете ли вы, как производится сварная труба из нержавеющей стали??
Как правило, существует два метода изготовленияпроизводство сварных труб из нержавеющей стали.
Первый, они могут быть изготовлены из больших рулоновполоса из нержавеющей стали, который сваривается без перерыва. Это называется непрерывное производство..
Второй, они могут быть изготовлены в больших размерах, по одной штуке за раз, что называется серийным производством.
Если вы новичок в этой области, вы станете экспертом благодаря этой статье.
Давай продолжим читать.
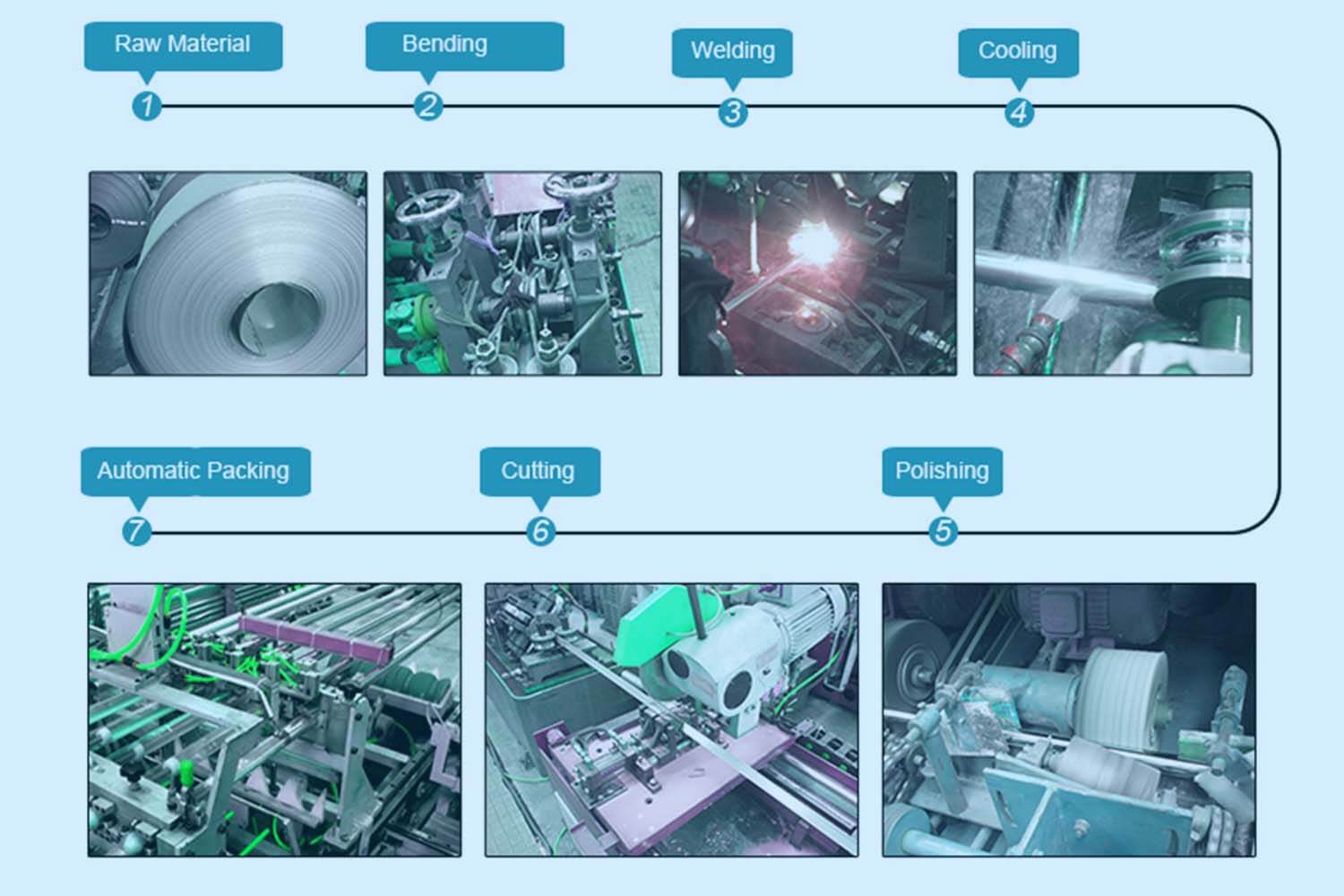
Прежде чем мы поделимся с вами процессом производства сварных труб из нержавеющей стали, вы можете получить быстрый взгляд на видео процесс ниже.
1. Заказать полосы из нержавеющей стали
Это сырье полосы из нержавеющей стали перед обработкой.
Сталелитейные заводы поставляют рулонную продукцию в соответствии с потребностями клиентов труб..
2. Процесс прокатки и светлого отжига
Процесс прокатки в первый раз: Наши рабочие работают на усовершенствованном каландре прокатного стана, чтобы превратить основной рулон из горячекатаной нержавеющей стали толщиной 2,0–3,0 мм в полосовой рулон из нержавеющей стали с толщиной в диапазоне 0,2–1,0 мм..
Процесс первого светлого отжига: Лента из нержавеющей стали толщиной 0,2–1,0 мм подвергается светлому отжигу.. Полоса может быть быстро охлаждена с помощью линии непрерывного отжига.. Скорость движения полосы из нержавеющей стали на линии составляет около 60–80 м/мин..
Процесс прокатки второй раз: После первого светлого отжига, продолжение прокатки полосы из нержавеющей стали толщиной 0,2–1,0 мм в новую полосу из нержавеющей стали толщиной 0,1–0,3 мм..
Процесс прокатки в третий раз: После второго светлого отжига, продолжение прокатки полосы из нержавеющей стали толщиной 0,1–0,3 мм в новую полосу из нержавеющей стали толщиной 0,06–0,15 мм..
Процесс прокатки четвертого времени: После третьего светлого отжига, продолжение прокатки полосы из нержавеющей стали толщиной 0,06–0,15 мм в новую полосу из нержавеющей стали толщиной 0,02–0,1 мм..
После повторной прокатки рулона нержавеющей стали, его материальное распределение неравномерно, физические свойства не соответствуют стандарту, и жесткости не хватает. Поэтому его необходимо отжечь - снова пройти через 1000-градусную высокотемпературную печь, чтобы восстановить его нормальные свойства нержавеющей стали..
3. разрезание
По наружному диаметру трубы, которую нужно изготовить, рулон полосы из нержавеющей стали разделен на различную ширину.
Для процесса продольной резки рулонов полосы разной толщины, будут использоваться маленькие и большие продольно-резательные машины.
И в то же время, используя небольшие станки для резки узких рулонов полосы в качестве прецизионных полос.. Толщина от 0,02мм до 1,0мм.
Подробнее о процессе производства полосы из нержавеющей стали, здесь вы сможете получить четкое представление о том, как производить его с помощью высокоточной технологии в статье ниже..
Для производства полос из нержавеющей стали: Как производить 1 Рулон?
4. Изготовление труб
Положите готовую полосу из нержавеющей стали в трубоделательную машину, оснащенную пресс-формами для труб разного диаметра для производства., сначала раскатайте его в соответствующую форму, а потом сварить вместе.
После сварки, сварной шов может быть отшлифован, а трубы отожжены и закалены водой, как указано в применимом стандарте или спецификации заказчика.
Трубы калибруются для соблюдения заданных допусков на размеры., с последующей, возможно, пескоструйной обработкой и травлением кислотой.
5. Полировка
После того, как труба сварена и сформирована, поверхность полируется полировальной машиной.
Первоначально почерневшая поверхность полируется полировальной машиной, оснащенной воском., конопляное колесо и тканевое колесо, отполированные до яркого серебристого цвета.
6. Тестирование и запас
Образцы для испытаний вырезаются из трубы по мере необходимости.. Количество образцов, их местоположение, и то, какие именно испытания проводятся, зависит от того, что заказчик запросил в спецификации заказа..
Сочинение, прочность, твердость, прочность, и коррозионная стойкость будут проверены в лаборатории.
На самой трубе трубный завод также проводит ряд неразрушающих испытаний, таких как гидроизоляция., вихретоковый контроль, рентгенологическое исследование для подтверждения целостности сварного шва.
Затем высококачественные концевые трубы будут упакованы на складе..
Заключение
Четко, Есть и другие факторы, которые следует учитывать, когда мы занимаемся производством сварных труб из нержавеющей стали..
Прецизионный производственный процесс окажет огромное влияние на качество готовой продукции., что также влияет на решение покупателя о покупке.
При правильном понимании каждой концепции в этой статье, Вы можете легко получить полное представление о производстве цельных сварных труб из нержавеющей стали..
Вы хотите купить высокое качество и точностьполоса из нержавеющей стали от известного поставщика в Китае? Если так, мы здесь, в HZW, люди, которых стоит увидеть.
От нормального 301 полоса из нержавеющей стали к дуплекс 2205 полоса из нержавеющей стали а также полоса из специальной нержавеющей стали super 904L, здесь вы можете найти комплексные решения для вашего проекта сварных труб из нержавеющей стали.
Свяжитесь с нами сегодня чтобы обсудить ваши требования!

")
")







