ステンレスの表面仕上げの影響は見た目だけではありません.
ステンレス鋼がどのように使用されるか、またはステンレス鋼が果たされる最終的な目的に関係なく, 与えられた要件を効果的に満たすには、表面仕上げを慎重に選択することが重要です. これは次の事実によるものです, 望ましい視覚的魅力を達成することに加えて、, 選択した仕上げは耐腐食性に影響します, 電気特性などの特性, 溶接性, 製造手順, さまざまな経済的考慮に貢献します.
特定の特殊なアプリケーション, 超電導体用部品や柔軟な金属ホースなど, 特定の表面仕上げが必要です ステンレス鋼ストリップ 最終製品の最適なパフォーマンスを確保するため.
さらに, 同じ表面仕上げについて言及する場合、すべてのサプライヤーが同じ用語を使用しているわけではないことを認識する価値があります。. 読み続けて、各仕上げの微妙な違いを理解してください。, これにより、サプライヤー間の潜在的な不一致についてより明確な洞察が得られます。.
ステンレスの表面仕上げについて詳しく知りたい方は, この記事はあなたにとってとても役に立ちます.
読み続けましょう.
ステンレス鋼の表面仕上げとは何ですか?
ステンレス鋼は高強度などの独特の性質を持っています, 優れた耐摩耗性, 優れた耐食性, そして錆びに強い.
結果として, 産業で広く使用されています, 食品機械, 電気機械産業, 家電分野, そして家の装飾, 精密および装飾分野だけでなく.
ステンレス鋼の用途の将来の発展の見通しはますます広範になるでしょう. しかし, ステンレス鋼の用途開発は表面処理技術の進歩によって大きく決まります.
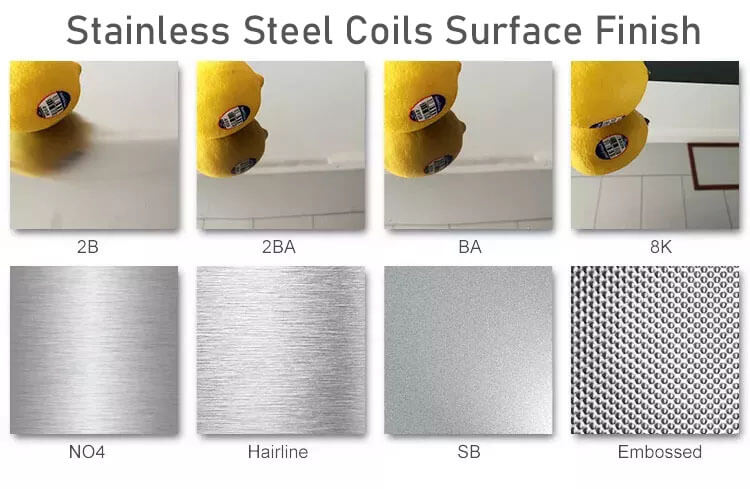
さまざまなタイプのステンレス鋼の表面仕上げ
ステンレス鋼の表面仕上げ処理は、製造時の主要な部分の 1 つです.
HZW の表面仕上げの指定は ASTM A240 規格に基づいています. 以下は、当社で利用可能な表面仕上げの種類の概要です。 ステンレス鋼コイル 製品.
ミルフィニッシュ
多くの場合、ミルの表面は鋼が製造される仕上げです。. そのまま使用することも、希望する外観に応じて追加の手順を経てさらに洗練することもできます。.
ミル仕上げあり, ステンレス鋼のマットな表面仕上げを実現できます. ほとんどの場合, ステンレススチールのマット仕上げは鈍い. したがって, 美的外観が優先される場合、それらは完璧なオプションではありません.
No.1フィニッシュ
番号. 1 表面仕上げとは、ステンレス鋼の熱間圧延後に熱処理と酸洗を行って得られる表面を指します。.
熱間圧延および熱処理中に生成された黒色酸化物スケールを酸洗いまたは同様の処理方法で除去することです。.
これはノーです. 1 表面処理. No.1の表面はシルバーホワイトでマットです.
No.1 熱間圧延ステンレス鋼コイルは、主に表面光沢を必要としない耐熱・耐食産業で使用されます。, アルコール産業など, 化学工業と大型コンテナ.
No.2D仕上げ
一般的な2B表面仕上げとの比較, 2D表面の滑らかさは2B表面よりも低い.
しかし、2Dの全体的な表面は依然として非常に均一でマットです.
2D表面仕上げは、通常、冷間圧延後に熱処理および酸洗いされます。, その後、マットローラーで滑らかにします.
それが中国国家標準にあるかどうか, または日本の標準, アメリカの基準, およびヨーロッパ規格, 2D表面仕上げの詳細な仕様があります.
No.2B仕上げ

2B の表面仕上げは 2D 表面とは異なり、滑らかなローラーで滑らかに仕上げられます。, 2D面よりも明るいです.
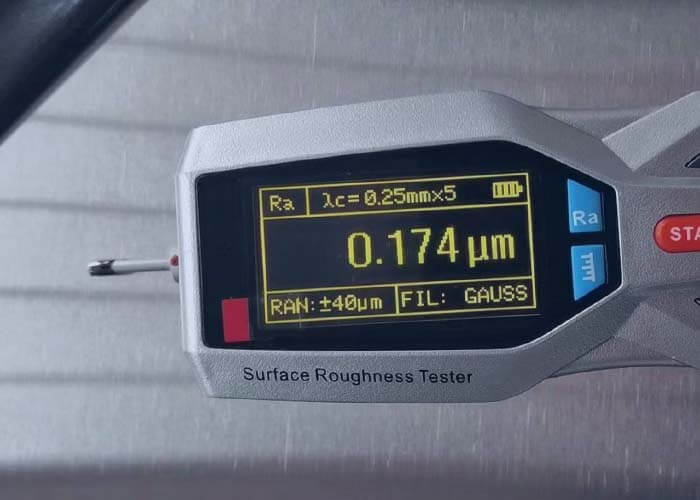
本器で測定した表面粗さRa値は0.1〜0.5μmです。, 最も一般的な処理タイプです.
この種のステンレス鋼の表面仕上げは最も多用途です。, 一般的な目的に適しています, 化学薬品で広く使用されています, 論文, 石油, 医療およびその他の産業, 建物のカーテンウォールとしても使用できます.
光輝焼鈍仕上げ
BAは冷間圧延後の明るい熱処理で得られる表面です.
明るい熱処理は、冷間圧延された表面の光沢を維持するために表面が酸化されないことを保証する保護雰囲気下での焼きなましです, 次に、高精度のスムージングロールを使用して光をレベリングし、表面の明るさを向上させます.
この表面は鏡面仕上げに近い, 計器で測定した表面粗さRa値は0.05〜0.1μmです。.
BA仕上げは焼鈍時に薄い酸化皮膜が形成されるため酸洗は不要です。, 酸洗いの必要性をなくす. トリム家電に広く使用されています, 手術器具, そして調理器具.
ポリッシュ仕上げ
機械研磨タイプは、材料表面の切削と塑性変形に依存して研磨された凸面を除去し、研磨されたステンレス鋼ストリップの滑らかな表面を得る研磨方法です。.
一般的, オイルストーンスティック, ウールホイールとサンドペーパーは手動操作で選択されます.
No.3フィニッシュ
いいえ. 3 表面仕上げは ASTM によって識別され、EN 規格の 1G-2G 指定に対応します。.
「No」を目指すとき. 3 表面仕上げ, 初期段階が非常に重要.
いいえの範囲内で. 3 表面仕上げ, 表面粗さは最大まで広がる可能性があります 1 マイクロメーター. 当然, 表面は最小限の反射率を示します.
この仕上げは、食品加工施設で使用される厨房機器やコンポーネントなどの用途でよく使用されます。, とりわけ.
No.4フィニッシュ

表面仕上げは無し. 4 Noの表面よりも明るい、細かく研磨された表面仕上げです。. 3.
それはまたステンレス鋼の冷間圧延されたステンレス鋼板をで磨くことによって得られます 2 Dまたは 2 B面をベースとし、粒径が 150-180# 加工面.
本器で測定した表面粗さRa値は0.2〜1.5μmです。.
NO.4仕上げグレード 430 ステンレス鋼の表面はレストランや厨房機器で広く使用されています, 医療機器, 建築装飾, コンテナ, NS.
HL仕上げ
HL表面仕上げは一般的にヘアライン仕上げと呼ばれています. 日本のJIS規格では、 150-240# 得られた連続したヘアラインのような研磨面を研磨するために研磨ベルトが使用されます.
中国のGB3280規格, 規制はかなり曖昧です.
HL表面仕上げステンレス鋼は、主にエレベーターなどの建物の装飾に使用されます。, エスカレーター, とファサード.
No.8フィニッシュ
No.8は、砥粒のない最高の反射率を備えた鏡面仕上げの表面です。.
ステンレス深加工業界では8Kステンレス鋼板とも呼ばれます.
一般的, BAステンレス鋼材を研削・研磨のみで鏡面仕上げする原料として使用します。.
鏡面仕上げ後, 表面は芸術的です, そのため、主に建物の入り口の装飾や室内装飾に使用されます.
TR (調質圧延) 終了
TR仕上げステンレスは硬鋼とも呼ばれます.
その代表的な鋼種は 301 ステンレス鋼, 高い強度と硬度が要求される製品に使用されます, 鉄道車両など, コンベヤベルト, スプリングとガスケット.
原理は、オーステナイト系ステンレス鋼の加工硬化特性を利用して、圧延などの冷間加工法により鋼板の強度と硬度を高めることです。.
硬い材料は、2Bベース表面の穏やかな平坦性を置き換えるために、穏やかな圧延の数パーセントから数十パーセントを使用します, 圧延後の焼鈍は行いません.
したがって, 硬質材料のTR硬質表面は冷間圧延面の後に圧延されます.
ステンレス鋼の表面粗さとは何ですか?
ステンレス鋼の粗さは、ステンレス鋼表面の幾何学的特徴を指します。, 表面品質パラメータを表す.
ステンレス鋼の表面粗さの大きさは表面粗さ計を使用して測定でき、Ra値で表されます。. Ra値は微細な表面粗さの評価パラメータです, 単位はマイクロメートルです (μm).
ステンレス鋼の表面粗さの大きさは耐食性に影響します。, 機械的性能, 潤滑能力, シール性能, そしてビジュアルクオリティ.
一般的, 表面粗さが小さいほど、耐食性が向上します。, より強力な機械的性能, ステンレス鋼材の潤滑能力を向上.
しかし, 綿密な調整が必要なコンポーネント向け, 表面粗さが小さすぎると、ステンレス鋼材料のシール性能が低下する可能性があります。.
したがって, ステンレス鋼の表面粗さの要件は、さまざまな用途シナリオによって異なります。.
ステンレス鋼の表面仕上げに関するよくある質問
ステンレスを鏡面に研磨する方法?
凹凸部分をなくす, 溶接された材料または粗く切断されたセグメントが含まれる可能性があります. 通常, の 80 グリットディスクはこのタスクを効果的に達成できます.
細かい傷を消します. いつもの, ナイロンディスクはこのプロセスに適しています. しかし, ゆっくり回転するディスクの使用をお勧めします. この時点で, ステンレススチールをマットなサテン仕上げにすることができます。.
ステンレス鋼の表面を強化する: グラインダーディスクを低速で使用することにより, サテン仕上げを洗練することができます. 通常、ナイロン繊維と高品質シリコンカーバイド研磨剤を組み合わせると、この作業を効果的に処理できます。. これにより、より光沢のある表面仕上げが得られます.
ステンレスを研磨して鏡面仕上げを実現: 研磨剤を使用し、グラインダーを使用して細かいフェルトディスクをステンレス鋼の表面上で静かに動かします。.
どのステンレス鋼の表面仕上げが人気ですか?
2B 表面仕上げ:
2B 仕上げは、冷間圧延工場の工業用仕上げとして最も一般的な選択肢です。. この汎用性の高い冷間圧延ステンレス鋼の仕上げ材は、さまざまな分野で幅広く使用されています。.
2B ステンレス鋼仕上げの潜在的な用途には耐熱皿が含まれます。, 化学プラント設備, 染色工場の設備, 食器類, 洗濯機とドライクリーニング機, 配管設備も同様に, 冷凍ユニット, 下水処理コンポーネント, 板金製品, および真空ドラム乾燥機.
番号. 4 表面仕上げ:
軽工業業界における主要なステンレス鋼仕上げとみなされています。, いいえ. 4 作業面に仕上げを採用, 手すり, 心地よい美学を要求するシナリオ. 落ち着いた光沢感が自慢です, メンテナンスが簡単で、簡潔な平行研磨ラインが特徴です. 研磨剤を使用した機械研磨仕上げです。, その結果、全体的に優れたステンレス鋼の外観が得られます。. 「サテン」または「リニッシュド」とも呼ばれます. 普遍的に適用可能, レストランや厨房機器に使用されています, 店頭, 食品加工および乳製品機械, 建築用壁パネル, 飲料機器, ボートの付属品, 高速道路タンクトレーラー, 病院の表面と設備, 計器盤および制御盤だけでなく.
番号. 8 表面仕上げ:
機械研磨による仕上げ, いいえ. 8 仕上げにより、見事な無指向性の表面が得られます。, より細かい研磨剤と緩衝剤を使用することで、高い反射率を実現します。. このステンレススチール仕上げのグリットラインは著しく目立ちませんが、, 注意深く観察すると識別できる場合があります. 最終的には鏡のような輝きが生まれます, そのため、「鏡面仕上げ」と呼ばれることがよくあります。.
ステンレス鋼の表面仕上げにはどの方法を使用しますか?
- 酸化アルミニウムなどの研磨剤, ジルコニウム, またはセラミック粉末
- ツールにはバッファが含まれる場合があります, パイプサンダー, ベルトサンダー, フラップホイール, ブラシ, そしてフィニッシャー
- 特殊仕上げ用薬品
ステンレス鋼のさまざまな仕上げ用途とは何ですか?
表面仕上げ | 意味 | 応用 |
2NS | 終わったもの, 冷間圧延後, 熱処理により, 酸洗または他の同等の処理を経て、最後に冷間圧延により所定の状態に仕上げます。 適度な光沢感. | 医療機器, 食品業界, 建設材料, 台所用品. |
BA | 冷間圧延後に光輝熱処理を施したもの. | 台所用品, 電子機器, 建築工事. |
NO.3 | JIS R6001に規定される100番~120番の砥粒で研磨仕上げしたもの. | 台所用品, 建築工事. |
NO.4 | JIS R6001に規定されるNo.150~No.180の砥粒で研磨仕上げしたもの. | 台所用品, 建築工事, 医療機器. |
NS | 適切な粒度の研磨材を使用し、連続的な研磨筋が出るように研磨仕上げたもの. | 建物の建設. |
NO.1 | 熱間圧延後、熱処理、酸洗により仕上げられた表面、またはそれに相当する工程. | 薬液タンク, パイプ. |
結論
プロジェクトに適したステンレス鋼の表面仕上げを選択するための多数のオプションがあります.
基本的なガイドラインとしては, ステンレス鋼の特定の表面仕上げを選択する前に, 目的を明確に理解する. 目的が魅力的な美しさを実現することなのか、それともパフォーマンス特性を向上させることなのか.
ステンレス鋼の表面仕上げに関する最適なソリューションについて, 今すぐ経験豊富な専門家にお問い合わせください.

")
")







